Sunglasses Tooling vs Existing Molds: ROI Guide
This guide is for overseas sunglasses brands, importers, distributors, and retailers choosing between catalog mold customization and private frame tooling. The aim is not to avoid tooling forever. The aim is to pay for it at the right time. Tooling makes sense when the frame shape has commercial value, the forecast can absorb the mold cost, and the buyer is ready for more engineering, testing, approvals, and QC control. Below, we compare catalog molds, modified molds, and private tooling through the factors that should be confirmed before a purchase order: MOQ, lead time, tolerances, materials, decoration, QC checkpoints, compliance, and unit-cost logic.
The Basic Choice: Catalog Mold or Private Tooling
Most sunglasses programs should start with an existing factory mold. The buyer chooses a proven frame shape, then customizes color, lens tint, logo position, packaging, barcode labels, and sometimes hardware details. This is the fastest route. The cavity already exists. The factory has production history. Common assembly problems are already known.
Private tooling means building a new mold around your frame geometry. The front shape, bridge width, lens outline, temple profile, hinge position, frame thickness, curvature, logo area, and decorative surfaces are developed from your sketch, reference sample, 2D drawing, or 3D file. You get more control. You also take on mold cost, sampling time, correction loops, and more approval work.
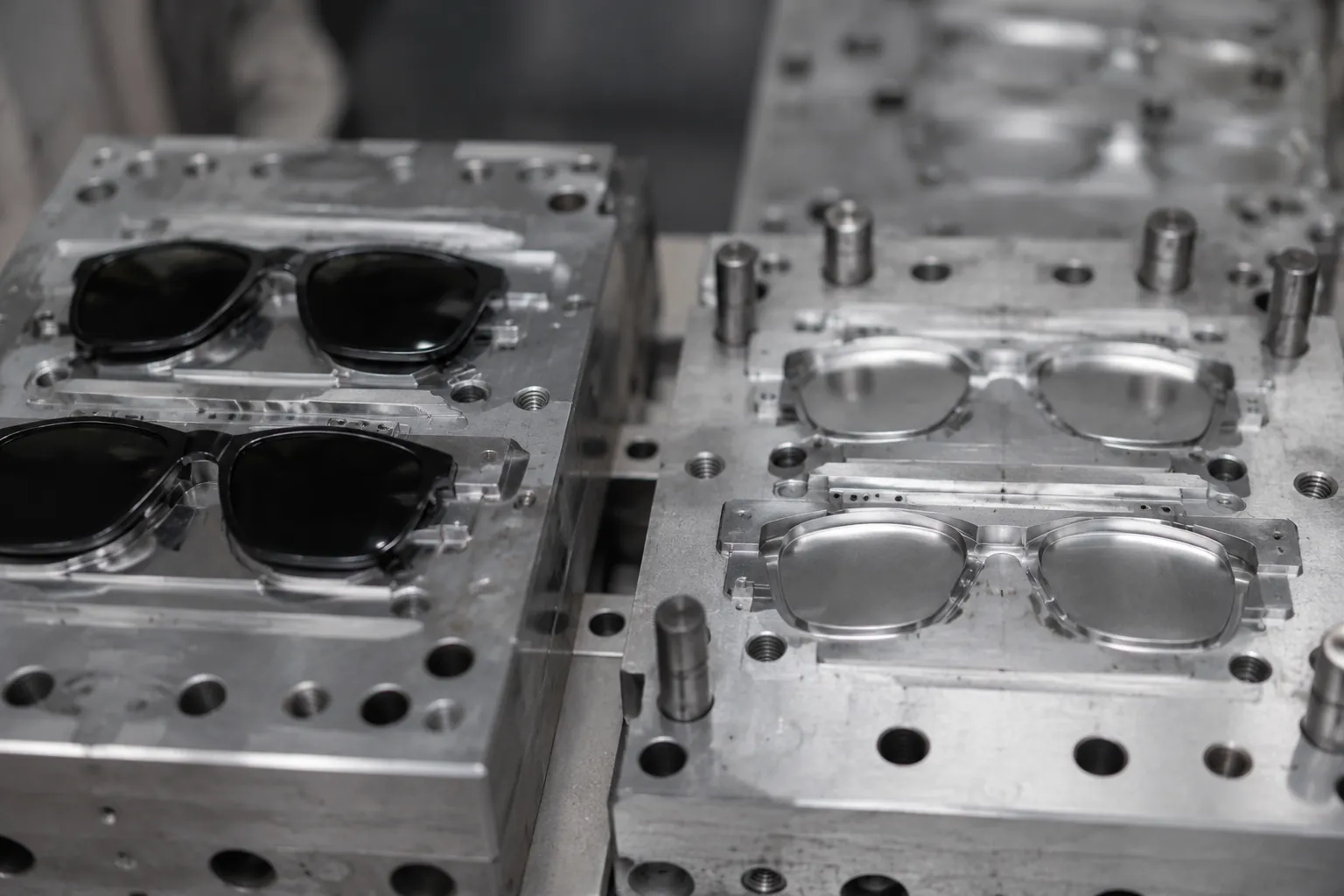
At LumiShades, both routes can use the same core production and finishing processes: injection molding, acetate cutting, CNC milling, lens tinting, laser engraving, pad printing, metal logo plate fitting, assembly, and final QC. The risk changes. With an existing mold, the main issue is differentiation. With private tooling, the risk shifts to geometry, shrinkage, lens seating, hinge alignment, surface finish, and repeatability at the target cost.
Use catalog molds for market tests, distributor programs, promotional orders, and seasonal color drops. Use private tooling when the frame shape protects your brand, improves fit for a defined customer, or can support repeat orders across colors and seasons.
What You Can Customize on Existing Molds
Catalog mold customization is more flexible than many new buyers expect. A public mold does not mean a plain stock product. On injection frames, common changes include Pantone-referenced PC or TR90 color, translucent or solid material, matte or gloss finish, UV400 lenses, polarized lenses, mirror coating, gradient tint, temple logo, pouch, box, hangtag, carton mark, and retail barcode label. On acetate frames, sheet pattern, lamination effect, hinge color, rivet look, lens pairing, and temple decoration can change the product sharply.
The limit is geometry. If the bridge is too narrow, the lens height is wrong, or the temple line looks too close to a competitor's key SKU, decoration will not fix it. Buyers often ask for "just a small change," such as moving a hinge 2 mm, reducing brow thickness by 1 mm, or changing a lens corner radius. In injection production, that may require steel work, a cavity insert, or a new mold. It is not a logo change.
- Low-risk changes: frame color, lens tint, logo print, laser engraving, soft pouch, gift box, carton mark, barcode label.
- Medium-risk changes: metal logo plates, rubber temple tips, special coating, mirror lenses, tight translucent color matching, multi-color assembly.
- High-risk changes: bridge width, lens shape, hinge position, frame thickness, wrap angle, temple length, nose pad geometry.
For many launches, a low-MOQ catalog mold order is the safer first step. It lets you test photos, packaging, retail response, and reorder interest before funding private tooling. Ask the factory for realistic price breaks: trial quantity, first retail quantity, and scale quantity. If the concept can be validated on an existing mold, start there.
Where Private Tooling Changes the Economics
Private tooling pays off when the frame shape carries commercial value. That may be a distinctive lens outline, better fit for narrow or wide faces, a recognizable bridge, a sport wrap angle, a proprietary temple design, or a brand code that can repeat across seasons. If the only reason is "we want something different," stop. Different is not the same as profitable.
The real tooling cost is more than the mold invoice. Include mold charge, engineering time, sample rounds, lens cutting fixtures if needed, rejected trial parts, delayed launch time, and the number of production units that will absorb those costs. A mold cost spread across a small run can add too much cost per pair before packaging is even counted. Spread across repeat orders, the same mold becomes easier to justify.
| Route | Best use case | Typical MOQ logic | Lead-time impact | Design control |
|---|---|---|---|---|
| Existing mold with logo | Promo order, market test, distributor sample line | Lowest MOQ route; confirm by SKU, color, and logo method | Shortest route if artwork, color, lens, and packaging are standard | Low to medium |
| Existing mold with full color, lens, and packaging | Retail launch using a proven shape | Better unit economics usually require higher quantity per color | Normal bulk lead time after sample, artwork, color, and deposit are fixed | Medium |
| Modified mold or insert | Small geometry change to a proven base frame | Usually needs a stronger forecast than a logo project | Adds engineering review, re-sampling, and dimensional checks | Medium to high |
| Private mold | Signature SKU, protected collection, fit-specific frame | Most rational when repeat demand can absorb tooling and correction costs | Tooling, trial shots, corrections, approval samples, then normal bulk production | High |
Do not judge unit cost from a headline number. PC, TR90, acetate, polarized lenses, metal plaques, mirror coatings, special hinges, premium packaging, inspection level, and testing requirements all change the quote. A quote becomes useful only when material, decoration, lens category, packaging, destination market, test requirement, order quantity, and delivery terms are clear.
Lead Time and Tooling Workflow Buyers Miss
Existing molds are faster because the factory already knows the part. It knows where the frame may warp, where polishing marks appear, how the lens groove behaves, and how the hinge sits after assembly. Sampling and bulk lead times still depend on color complexity, lens availability, logo process, packaging approval, material readiness, inspection requirements, and factory capacity.
Private tooling adds an engineering phase before normal production starts. The drawing must be checked for wall thickness, lens retention, bridge comfort, hinge strength, temple opening angle, surface texture, logo area, and assembly method. Then the mold design is confirmed: parting line, gate position, ejector marks, and texture areas. After CNC or EDM work, the factory runs trial shots. Trial shots often need correction. The bridge may shrink too much. Temples may close tightly. The lens groove may be shallow. The surface may show flow lines.
- Confirm reference sample, 2D drawing, 3D file, and target dimensions.
- Review material choice: PC, TR90, acetate, metal combination, or mixed construction.
- Check lens width, bridge width, temple length, front width, lens height, base curve, and hinge type.
- Confirm mold design, parting line, gate position, ejector position, and surface texture.
- Cut tooling and run first trial shots.
- Measure shrinkage, lens seating, hinge alignment, temple opening angle, balance, and surface finish.
- Adjust tooling if needed, then make approval samples in final color, lens, logo, and packaging.
- Start bulk only after signed sample, compliance plan, inspection standard, and packaging artwork are locked.
Plan for at least one correction loop. A short steel adjustment before approval can prevent a larger failure in bulk production.
Material Behavior, Tolerances, and Fit Control
Sunglasses frames are small parts. They are not simple parts. Plastic shrinks. Acetate moves during cutting, heating, bending, and polishing. Lenses need enough groove depth to stay secure without pressure marks. Hinges must open smoothly but not feel loose after repeated cycles. A frame can look strong in a rendering and still sit badly on the face.
For injection frames, PC is common for cost-sensitive fashion and promotional programs. TR90 is lighter and more flexible, often preferred when comfort and resilience matter. Wall thickness should stay as consistent as possible because thick-to-thin transitions can create sink marks, stress, and visible flow lines. Sharp inside corners increase stress. Gate position affects appearance and strength, especially on translucent colors.
For acetate frames, the key controls are sheet selection, CNC milling accuracy, lamination quality, heating, bending, and hand polishing discipline. Acetate can feel premium, but a heavy front may become uncomfortable. Define realistic measurements early: lens width, bridge width, temple length, frame front width, lens height, base curve, pantoscopic angle if relevant, and hinge type.
For mass sunglasses, tolerance targets should be practical. Separate critical dimensions from cosmetic or non-fit dimensions. Critical fit areas may need tighter control than hidden surfaces, but realistic tolerance depends on material, mold condition, frame size, lens shape, and assembly method. Forcing precision-optics tolerances onto fashion sunglasses can raise rejection rates without improving the product.
Factory floor rule: if lens fit, hinge alignment, and temple balance are wrong, decoration quality does not matter. The frame will feel cheap.
For private tooling, ask the factory how critical dimensions will be measured, what sample size will be checked, and which defects count as minor, major, or critical during inspection. A shared inspection standard beats a vague request for "good quality."
Decoration, Packaging, and Compliance Details
Decoration should be quoted as a process, not as a loose request. Pad printing works for clean logo marks on temples or lenses, but artwork size, ink adhesion, curing, and abrasion resistance matter. Laser engraving can feel more permanent, but contrast depends on material and surface color. Metal logo plates need space, a fixing method, corrosion control, and alignment checks. Hot stamping, rubber inserts, mirror coatings, and gradient lenses each add defect risks.
Packaging also changes cost and schedule. A microfiber pouch is simple. A rigid gift box, printed sleeve, hangtag, cleaning cloth, instruction sheet, barcode sticker, and master carton layout affect unit cost, carton size, freight efficiency, and inspection time. Send packaging dielines and labeling rules before bulk materials are ordered.
Compliance planning should happen before mass production, not after cartons are packed. Sunglasses sold into different markets may need documentation or testing against CE EN ISO 12312-1, ANSI Z80.3, AS/NZS 1067, REACH, and FDA registration context. ISO 9001 and BSCI relate to management systems and social compliance. They do not replace product testing for sunglasses.
- European Union: confirm CE EN ISO 12312-1 requirements, sunglare filter category, required markings, and language needs before packaging is printed.
- United States: align with FDA registration context and ANSI Z80.3 performance expectations before confirming lens claims.
- Australia and New Zealand: confirm AS/NZS 1067 requirements before labels, warnings, and product descriptions are finalized.
- Chemical control: review REACH for frame materials, coatings, inks, paints, and skin-contact parts.
Do not assume that a compliant lens on one frame makes every future version compliant. Lens darkness, gradient tint, mirror coating, frame coverage, and category marking can change the claim. Keep a golden sample, test reports, lens batch records, packaging artwork, and approval photos in one project file.
A Practical ROI Test Before Paying for Tooling
Before approving private tooling, run the numbers like a buyer, not a designer. Estimate the tooling cost, sample rounds, expected order quantity, target landed cost, wholesale margin, retail price, and the price gap between a catalog mold version and the private design. Then ask whether the new shape will increase sell-through, protect your visual identity, reduce direct comparison, or support repeat orders.
Use a simple rule. For small validation orders, use an existing mold unless the shape is the product. For larger repeat programs, private tooling may make sense if the design can repeat across colors, seasons, or channels. There is no magic MOQ. The real question is whether confirmed or highly credible demand can absorb tooling, sampling, correction, testing, and delay risk.
Also check your operational readiness. The factory can quote and produce only from confirmed information. The buyer must provide final artwork approval, a reliable forecast, destination-market compliance requirements, timely packaging decisions, and clear inspection standards. Weak buyer inputs slow down both catalog mold and private tooling projects.
- Use catalog molds for fast testing, low-MOQ programs, seasonal colors, promotional orders, and distributor sampling.
- Use modified tooling when a proven frame needs a small but commercially important geometry change.
- Use private tooling for signature shapes, long-running SKUs, protected retail identity, or fit-specific product lines.
- Delay tooling if your lens spec, target customer, price point, or packaging is still changing every week.
The best private mold is rarely the wildest design. It is the frame customers reorder.
How to Brief the Factory So the Quote Means Something
A vague RFQ produces a vague quote. Send enough information for the factory to price materials, process time, rejects, packing, testing, and schedule. If you send only a front-view image, the factory must guess. Guesses create cost, delay, and disappointment.
For an existing mold project, include target frame style, order quantity by color, lens type, lens category if known, logo method, packaging, destination market, compliance needs, and required delivery date. For private tooling, add drawings or 3D files, reference samples, target dimensions, fit comments, expected annual volume, exclusivity requirements, and whether the mold must be held only for your orders.
Ask for price breaks at practical quantities: trial quantity, first production quantity, and scale quantity. Ask the factory to separate mold charge, sample cost, unit price, packaging cost, inspection cost, and testing cost where possible. This makes the decision cleaner: test first, scale what sells, and approve private tooling only when repeat demand is visible.
A strong RFQ also defines approval checkpoints. Confirm when you will review color chips, pre-production samples, logo placement, lens tint, packaging mockups, test plan, inspection criteria, and final golden samples. Clear inputs make the quote useful.
Have a custom sunglasses project in mind?
Send us your styles, target market and quantities and we will return a detailed quote with MOQ, lead time and a sample plan.
Get a QuoteWhy source this from Wenzhou with LumiShades
Wenzhou in Zhejiang Province is widely regarded as China’s eyewear manufacturing capital, producing a large share of the world’s sunglasses. That concentration matters to buyers: a deep local supply chain for acetate sheet, hinges, lens blanks, plating and packaging means shorter component lead times, easier color and material matching, and a workforce with decades of eyewear-specific skill. LumiShades has manufactured in this ecosystem since 2009, and our vertical integration — in-house injection molding, acetate cutting, CNC milling, lens tinting, decoration and quality control — means no part of your order is quietly subcontracted to a workshop you cannot audit.
For international buyers, that vertical control translates into accountability. When a single factory owns every step, defects are traced and fixed at source rather than bounced between vendors, and your specifications survive intact from first sample to bulk. We back this with 15+ years of experience, shipments to 60+ countries, more than 5 million pairs produced per year and a 98.5% on-time delivery rate. Our certifications — CE EN ISO 12312-1, FDA registration, ANSI Z80.3, AS/NZS 1067, REACH, ISO 9001 and BSCI audit — mean the compliance documentation your market requires already exists. Explore our manufacturing capabilities and quality control process to see how this works in practice.
Frequently asked questions
Should I start with a private mold for a new sunglasses brand? Usually no. Start with an existing mold unless the frame shape is the main reason customers will buy. Use a catalog mold to test sell-through, color demand, packaging, price point, and retail feedback first. Move to tooling when repeat demand, target margin, compliance plan, and inspection standards are clear.
Can an existing mold still look like my own product? Yes, within limits. Frame color, lens tint, logo method, metal plates, pouch, box, labels, and carton presentation can create a strong branded result. The silhouette, bridge, lens shape, hinge position, and temple geometry remain shared unless the mold is modified or replaced.
When does private tooling usually make financial sense? Private tooling makes sense when expected repeat orders can absorb the mold charge, sample rounds, correction work, testing, and longer development time. Before approving tooling, compare the private design against a catalog-mold version and calculate the added cost per pair at realistic order quantities.
Will a new frame mold delay bulk production? Yes. Private tooling adds design review, mold construction, trial shots, dimensional checks, approval samples, and possible steel corrections before bulk production begins. Build at least one correction loop into the launch calendar. Do not assume the first trial shot will be production-ready.
What tolerances should I discuss for custom sunglasses? Discuss tolerances by function, not as one general number. Critical points include lens width, bridge, temple length, front width, lens groove, hinge alignment, opening angle, and frame balance. Ask the factory which dimensions are critical, how they will be measured, what variation is realistic for the material, and how out-of-tolerance parts will be handled.
Which compliance items should I confirm before production? Confirm the destination market first, then align the product and labeling plan with the relevant requirements: CE EN ISO 12312-1 for the EU, ANSI Z80.3 and FDA registration context for the United States, AS/NZS 1067 for Australia and New Zealand, and REACH for chemical control. Do this before finalizing lens color, coatings, markings, and packaging artwork.
Can LumiShades make low-MOQ custom sunglasses before scaling? Ask LumiShades to confirm the MOQ for your exact frame, color count, lens type, logo process, packaging, and compliance needs. Low-MOQ catalog mold projects are usually more practical than low-MOQ private tooling because the mold already exists and fewer engineering risks need to be absorbed.
Ready to start?
Explore our cat-eye sunglasses or request a quote — our sales team replies within 12 hours.
Request a Quote